

Pohjapurkausventtiilin perustarkoitus on saavuttaa täydellinen tyhjennys ja kuollutta tilaa sisältämätön sulku aluksen alimmassa kohdassa. Sovelluksissa, jotka vaihtelevat steriileistä bioreaktoreista kiteytyssäiliöihin, kyvyttömyys tyhjentää tuotetta kokonaan johtaa ristikontaminaatioon, mikrobien kasvuun ja merkittävään saantohäviöön. Venttiilin suunnittelun valinta – joko nouseva mäntä, huuhtelupohjainen palloventtiili tai mäntäkäyttöinen kiekko – määrää suoraan eräprosessin puhtauden ja talteentettavuuden.
Venttiilin suunnittelu ja virtausgeometria
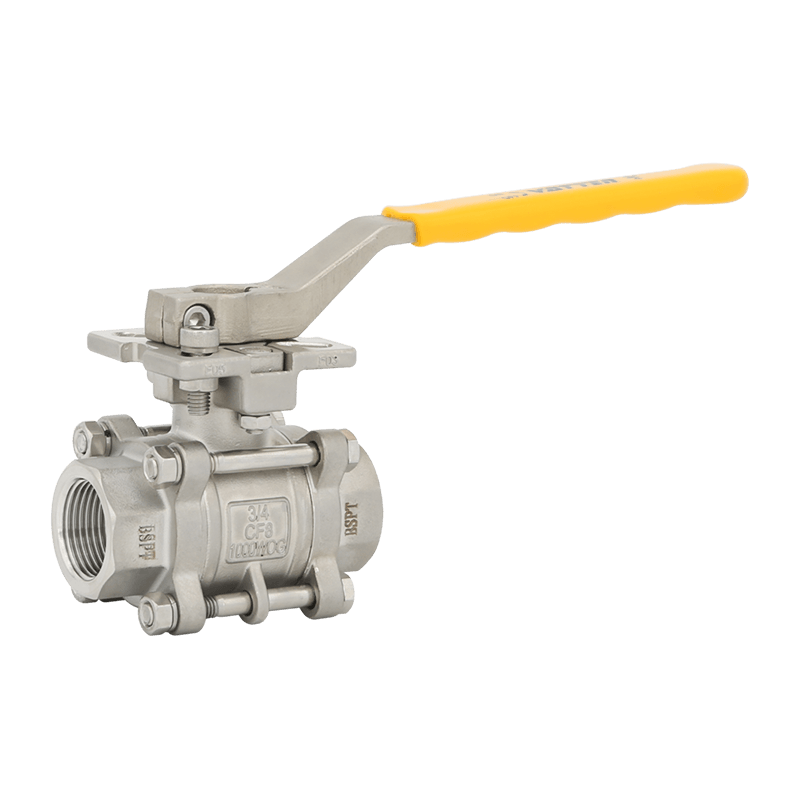
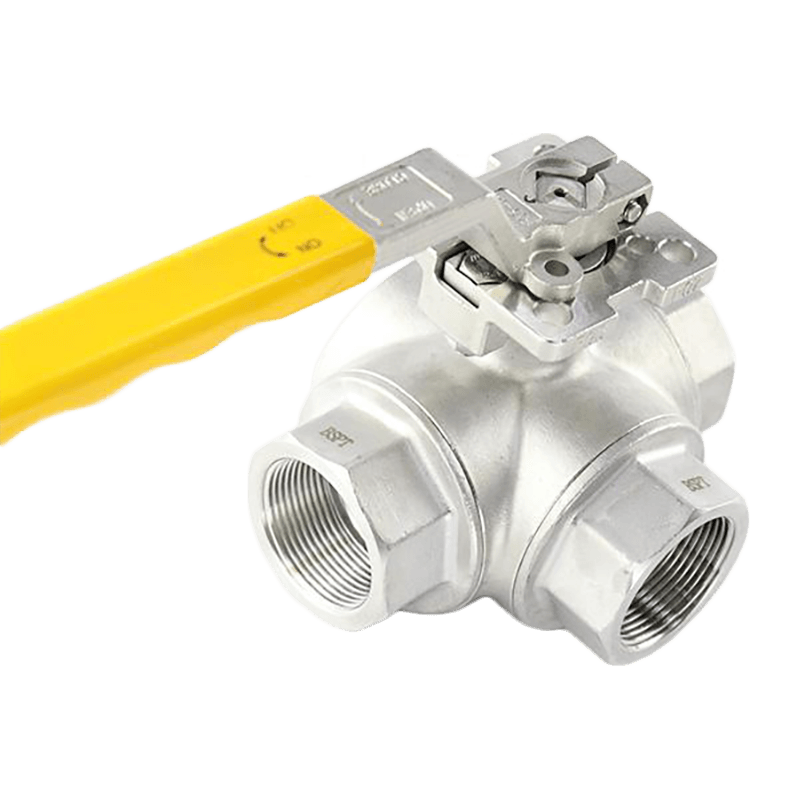
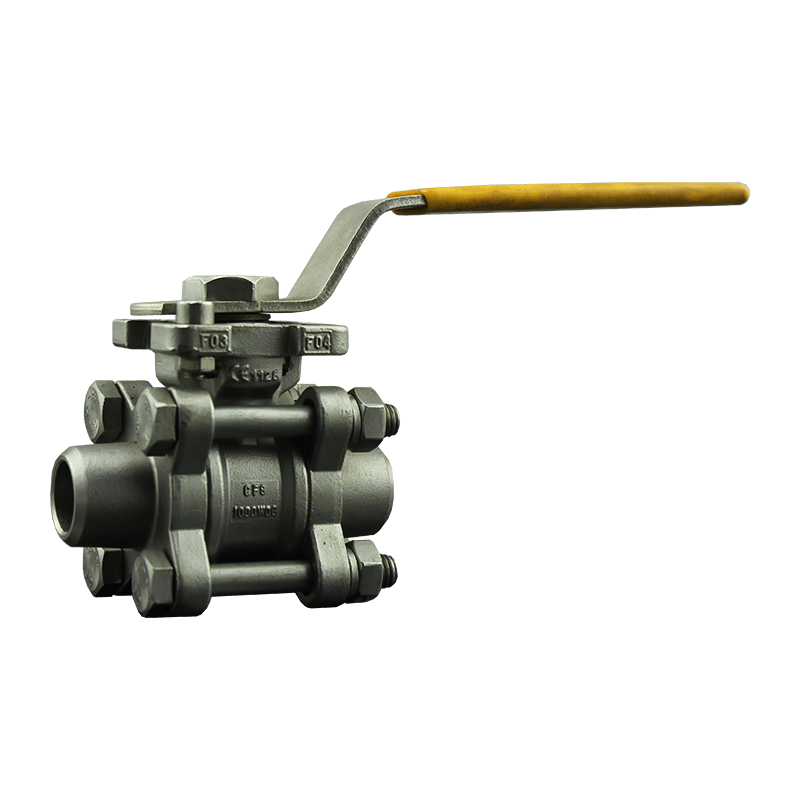
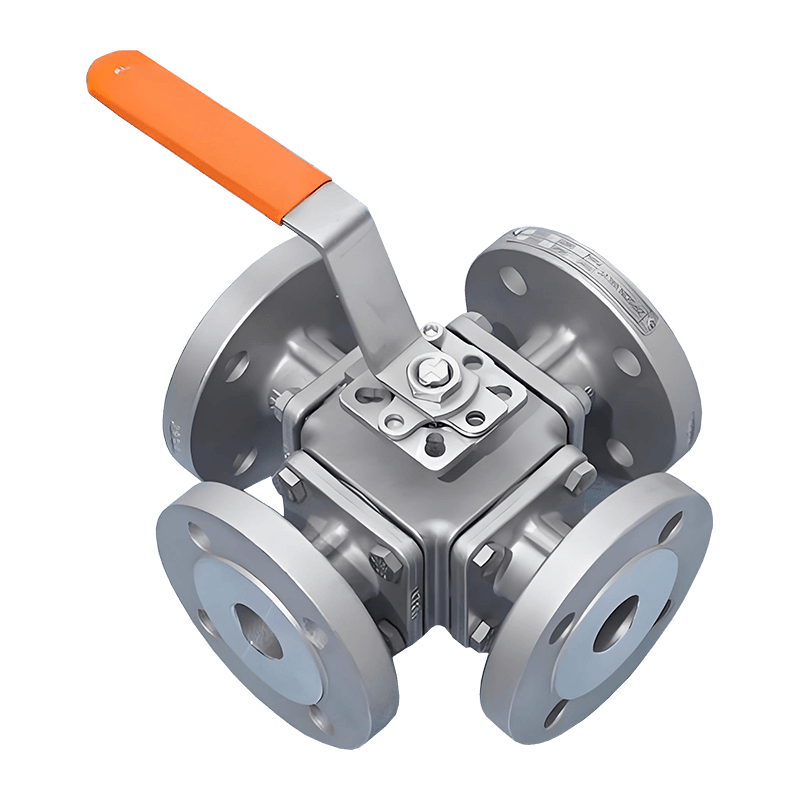
Ero vakiopalloventtiilin ja erikoistuneen pohjapurkausyksikön välillä piilee sisäisessä ääriviivassa. Jotta venttiili toimisi tehokkaasti tyhjennyssovelluksessa, tiivistepinnan on oltava samalla tasolla astian sisäpuolen kanssa, kun se on suljettuna. Nousevat mäntä- tai mäntäventtiilit työntävät tulpan säiliön suuttimeen ja irrottavat fyysisesti kiintoaineita, jotka saattavat sillata tai tukkia portin. Sitä vastoin uppopohjaisissa palloventtiileissä on koneistettu ontelo, joka suljettuna muodostaa tasaisen pinnan astian sisäpuolelle, mikä estää kiinteiden aineiden pakkaamisen istukkaan. Kiteytysprosessien tiedot osoittavat, että tavallinen upotettu venttiili voi jäädä jopa 15 % erän tilavuudesta kuolleilla alueilla, kun taas uppoasennusrakenne vähentää tyypillisesti säilytetyn tilavuuden alle 0,5 %:iin.
Tiivistystekniikat ja materiaalitiede
Pohjapurkausventtiilin tiivisteen eheyttä ei testata pelkästään paine-eroilla, vaan myös hankaavien kiteiden tai tahmeiden polymeerien kerääntymisellä sulkemiskohtaan. Kaksi ensisijaista tiivistysstrategiaa hallitsee alalla: metalli-metalli-tiivisteet äärimmäisiin lämpötiloihin ja polymeerihuulitiivisteet aseptisen toistettavuuden takaamiseksi.
Metalli-metallitiivisteet
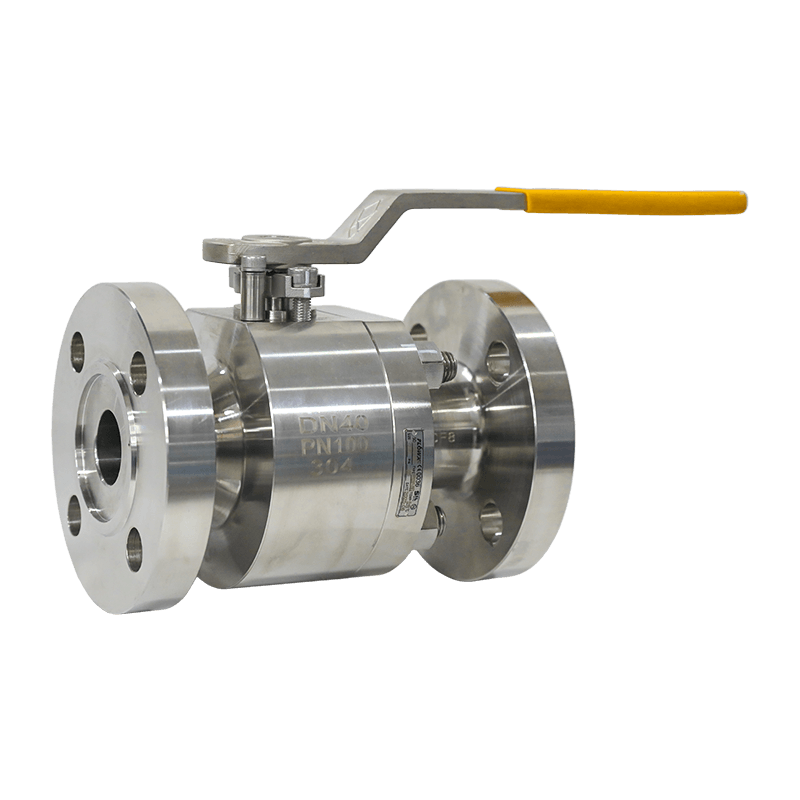
Korkean lämpötilan prosesseissa, jotka ylittävät 200 °C, elastomeerit hajoavat nopeasti. Sekä istuimen että levyn kovapintainen stelliitti- tai volframikarbidi tarjoaa hiontatiivisteen, joka kestää lämpökiertoa. Nämä kovettuneet pinnat saavuttavat usein niinkin alhaiset vuodot kuin ANSI luokka V , joten ne sopivat lämmönsiirtonesteille ja sulaille suoloille. Ensisijainen käyttötarve on tietty käyttömomentti, jolla varmistetaan, että metallipinnat virtaavat kylmänä toisiinsa ilman hankaamista.
PTFE- ja PTFE-komposiittiistuimet
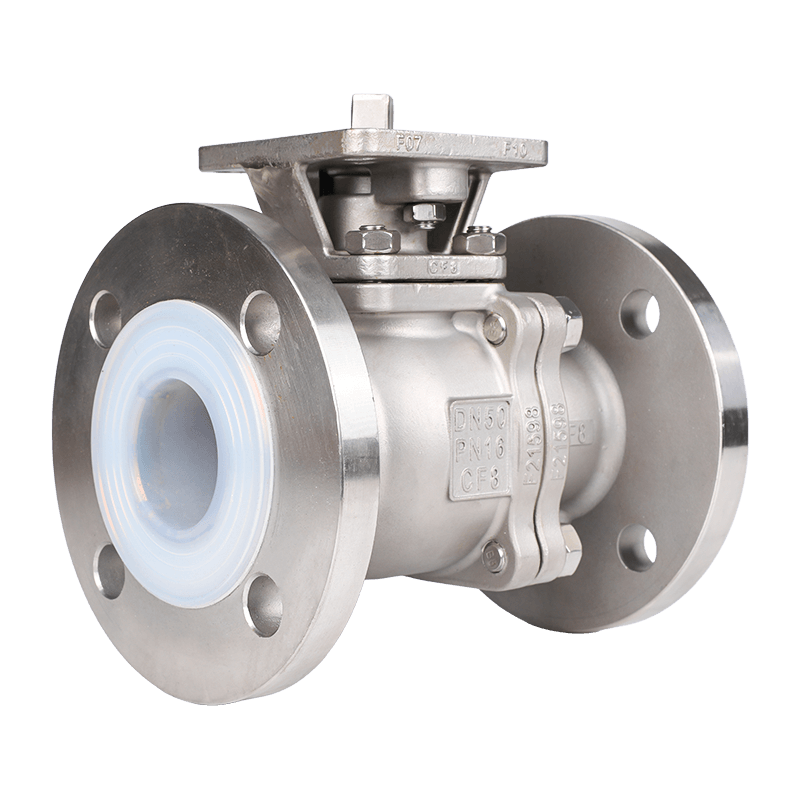
Kemiallisen korroosionkestävyyden alle 180 °C:ssa modifioitu PTFE on edelleen alan standardi. Kuitenkin puhdas PTFE kärsii kylmästä virtauksesta jatkuvassa kuormituksessa. Valmistajat vastustavat tätä käyttämällä vahvistettua PTFE:tä, jonka täyteainepitoisuus on 15–25 % lasikuitua tai hiiltä, mikä lisää puristuslujuutta noin 30 % uhraten hieman kemiallista inerttiä. Uusimman sukupolven jousikuormitetut PTFE-istuinmallit luovat dynaamisen tiivisteen, joka kompensoi automaattisesti lämpökutistumisen ilman manuaalista säätöä.
Puhdistuksen ja steriloinnin yhteensopivuus
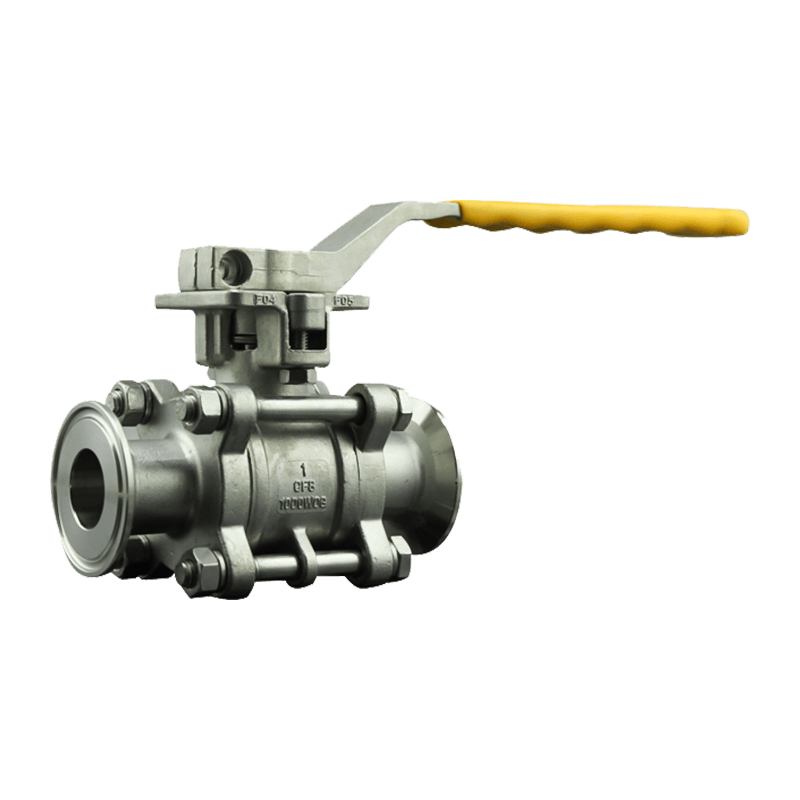
Puhdistettavuus on ensisijainen arvoajuri pohjapurkausventtiilit biotieteissä. Suunnittelussa on poistettava "rakotila" astian suuttimen ja tiivistyselementin välillä. Steam in-place (SIP) -syklit edellyttävät, että venttiilin runko kestää toistuvan altistuksen 135°C kylläistä höyryä ilman kondenssiveden kerääntymistä. Venttiili, jossa käytetään paljetiivistettä vakiovarren tiivisterakenteen sijaan, estää ulkoisen kontaminaation sisäänpääsyn ja mahdollistaa täydellisen höyryn tunkeutumisen varren ympärille. Validointitutkimukset vahvistavat, että paljetiivisteinen, huuhtelupohjainen venttiili voi saavuttaa a 6-loginen vähennys Geobacillus stearothermophilus -itiöistä normaalin 30 minuutin sterilointisyklin aikana.
Kostuneiden osien pintakäsittely on kriittinen säätöpiste. Ra-arvo, joka on 0,5 µm (20 mikrotuumaa) tai parempi, on vakiona ruiskeena käytettäville lääkkeille. Sähkökiillotus parantaa tätä pintaa poistamalla mikroskooppiset piikit, joihin bakteeripesäkkeet voivat kiinnittyä, parantamalla korroosionkestävyyttä ja vähentämällä tuotteen tarttuvuutta.
Aktivointi ja prosessin ohjaus
Pohjapurkausventtiilin toiminnallinen poljinnopeus sisältää usein "vika-suljetun" turvavaatimuksen. Pneumaattiset jousipalautteiset toimilaitteet ovat oletusvalinta vaarallisten nesteiden siirtoon. Kun astian ylipainetta esiintyy, ilmanpainehäviön on välittömästi pakotettava venttiilin tulppa suljettuun asentoon virtausvirtaa vasten. Tämä edellyttää toimilaitteen mitoituslaskelmia, joissa otetaan huomioon säiliön staattinen paine ja turvallisuuskerroin 1,5 kertaa suurin paine-ero .
Tarkkuusvirtauksen ohjaus suoraan reaktorin ulostulosta on yhä yleisempää. Lineaarinen nousevan mäntäventtiili yhdistettynä digitaaliseen asennoittimeen mahdollistaa pohjaventtiilin toimimisen viskoosien hartsien annostuslaitteena. Profiloimalla iskun ääriviivat käyttäjät voivat hallita leikkausnopeutta purkauksen aikana, mikä estää geelin hajoamisen, joka tapahtuu palloventtiileillä on/off.
Asennuskriteerit ja suutintekniikka
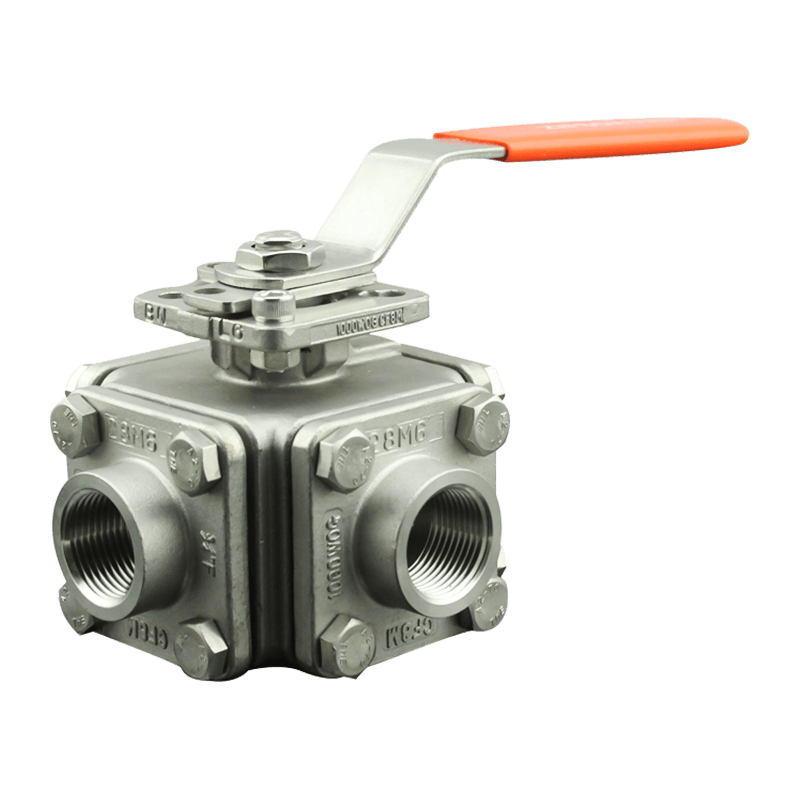
Oikea astian integrointi vaatii tyynyn laipan tarkan sovituksen. Kriittinen mitta on astian sisähalkaisijan ja venttiilin tiivistepinnan välinen pituus. Jos tämä kaula on liian lyhyt, takin lämpölaajeneminen voi vääntää vartaloa ja aiheuttaa pysyvän vuodon. Jos se on liian pitkä, se luo staattisen tuotteen viivästyksen. Huuhteluhiontatoleranssi ±0,5 mm on täytäntöönpanokelpoinen kenttähitsauksen aikana tämän yhteensopimattomuuden estämiseksi. Vaipalliset pohjapurkausventtiilit ovat pakollisia prosesseissa, joissa käytetään rikkiä, pikeä tai polymeerejä, jotka jähmettyvät alle 100 °C:ssa, mikä varmistaa, että tuote pysyy liikkuvana, kunnes viimeinen pisara lähtee suuttimesta.
| Venttiilin tyyppi | Optimaalinen lietetyyppi | Tyypillinen maksimiviskositeetti |
|---|---|---|
| Nouseva mäntä / mäntä | Hankaavia kiteitä, kuitumassaa | 250 000 cP |
| Huuhtelupallo | Vapaasti virtaavat nesteet, kevyet lietteet | 15 000 cP |
| Levy / kalvo | Steriilit väliaineet, bioreaktorin sato | 10 000 cP |
Yleisten tiivisteiden vikojen vianmääritys
Hiljattain huolletun pohjapurkausventtiilin jatkuva vuoto johtuu yleensä kolmesta perimmäisestä syystä. Ensinnäkin, toimilaitteen ikeen ja konepellin välinen kohdistusvirhe aiheuttaa sivukuormituksen karaan, jolloin pehmeä istuin epätasaisesti muotoutuu. Toiseksi varren holkkiin juuttunut kiteytynyt tuote rajoittaa sulkemisvoimaa. Kenttäkorjausprotokolla, jossa käytetään kuumaliuotinhuuhtelua mekaanisen uintien sijaan, voi pelastaa istuimen eheyden. Kolmanneksi väärä tiivistysholkin vääntömomentti puristaa vartta, mikä estää täyden tiivisteen kosketuksen; iskun mittakellotesti vahvistaa, saavuttaako pistoke fyysisesti täysin kiinni-asennossa.
Elinkaarikustannukset
Pohjapurkausventtiilin arvioiminen pelkästään pääoman ostohinnan perusteella jättää huomiotta ylläpitoseisokkien hallitsevat kustannukset. Kestävä taottu runko uusiutuvalla istuinosalla, vaikkakin tyypillisesti maksava 30 % more Aluksi kuin valettu yksiosainen runko mahdollistaa istukan vaihdon ilman hitsausliitoksen leikkaamista. Viiden vuoden käyttöiän aikana hankaavassa titaanidioksidilietteessä taotun mallin kokonaisomistuskustannukset ovat yleensä 40 % pienempi huollon nopeuden vuoksi. Täysin hitsattava rakenne eliminoi laippatiivisteet, poistaa yleisimmät ulkoiset vuotokohdat ja vähentää hajapäästöjen riskiä.